


مراحل عیب یابی سخت افزار برای سیستم های اتوماسیون PLC
اگر از شما پرسیده شود “بهترین مهارت برای یک مهندس اتوماسیون چیست؟” تو چی میگفتی… برای من ، قطعاً می گویم عیب یابی. عیب یابی واقعا یکی از بهترین مهارت هایی است که می تواند مهندس اتوماسیون را از دیگران متمایز کند. این مهارت خاص مستلزم آن است که شما درک عمیقی از هر دو (سیستم اتوماسیون و فرآیند کارخانه) خود داشته باشید ، اگر یکی از این دو مورد از دست رفته باشد ، ممکن است در حین عیب یابی با مشکلاتی روبرو شوید.
فهرست مطالب
- ابزارها و داده های مورد نیاز قبل از عیب یابی
- طبقه بندی خطاها در سیستم PLC
- اشکالات سخت افزاری
- اشکالات نرم افزاری
- خطاهای اپراتور
- چگونه عیب های سخت افزاری PLC را عیب یابی کنیم؟
- مدار قدرت
- مدار کنترل
- خلاصه
بنابراین ، تکنیک های عیب یابی و الگوریتم ها چیست؟ چگونه می توانید خرابی تجهیزات و مشکلات مربوط را شناسایی و حل کنید؟ اگر شرایط بحرانی است چگونه می توانید مشکل را موقتاً حل کنید؟ به همه این سوالات در این مقاله پاسخ داده می شود ، بنابراین لطفا تمرکز داشته باشید و ذهن خود را روشن کنید.
ابزارها و داده های مورد نیاز قبل از عیب یابی
هنگامی که با هر نوع خطایی روبرو می شوید ، اولین چیزی که باید در ذهن خود در نظر بگیرید “ابزارهای نگهداری و داده های گیاهی” است که بازوهای شما را هنگام عیب یابی نشان می دهد.
نمودارهای سیم کشی ، P&ID ، فهرست موتورها ، برگه های داده دستگاهها و سیستم AFD شما باید اطمینان حاصل کنید که وقتی مسئولیت تعمیر و نگهداری را بر عهده دارید ، همه این اسناد را در اختیار دارید و همچنین اطمینان حاصل کنید که همه صفحات کارخانه حاوی سیم کشی به روز شده است.
همچنین ، بدون ابزارهای شما به شما دستبند زده می شود ، برای شکل بعدی ، برخی از ابزارهای اساسی را مشاهده خواهید کرد که بدون آنها نمی توانید کار کنید.

طبقه بندی خطاها در سیستم PLC
مهارت عیب یابی به یک فرد با استعداد نیاز ندارد به همان اندازه که به یک ذهنیت سازمان یافته و تکنیک های آماده شده بسیار خوب نیاز دارد.
بنابراین ، شما باید انواع خطاهایی را که ممکن است با آنها روبرو شوید طبقه بندی و طبقه بندی کنید:
اشکالات سخت افزاری
اشکالات سخت افزاری بیشتر در زمینه دستگاههای میدان فیزیکی شما رخ داده است و به دلایل زیر ایجاد می شود:
اتصال سیم کشی ابزارها و دستگاه های کنترل شما نامعتبر است.
خرابی در دستگاه یا خود PLC به دلایل زیادی.
اشکالات نرم افزاری
ایرادات نرم افزاری دو دلیل عمده دارد:
اشتباهات برنامه نویسی که عمدتاً به دلیل برخی دستورالعمل های اشتباه در کد شما است که الزامات فرآیند را برآورده نمی کند.
اشکالات نرم افزاری یا خطاهای سیستم ممکن است رخ دهد اگر PLC از زمان چرخه اسکن فراتر رود یا بتواند PLC شما را مجبور کند که به تنهایی به حالت STOP برود. این خطاها به تدوین کد شما مربوط می شود.
خطاهای اپراتور
این نوع خرابی ها را می توانیم آن را یک خطای غیر واقعی بنامیم زیرا هیچ خطایی وجود ندارد با این تفاوت که اپراتور درک عمیقی از فرآیند ندارد ، اپراتور نمی داند که قفل ها (کد برنامه نویسی) بین ماشین ها چیست. و یکدیگر
بنابراین ، او ممکن است فکر کند که موتور A دچار مشکل است اما در واقع این موتور هیچ مشکلی ندارد و فقط تابع شرایط فرآیند است.
بنابراین ، برای اجتناب از چنین وضعیتی ، باید کل فرایند را به خوبی درک کرده و آن را با کد کارخانه خود مرتبط کنید.
چگونه عیب های سخت افزاری PLC را عیب یابی کنیم؟
عیب یابی یک مهارت دقیق است. شما نمی توانید تصور کنید که چگونه یک سیم یا دستگاه بسیار کوچک در سیستم اتوماسیون شما می تواند خطای جدی ایجاد کند.
بنابراین ، اگر تجربه لازم را ندارید و انتظار دارید که خطا کجاست ، باید این روشهای ساده را دنبال کنید:
(با فرض اینکه ما یک موتور داریم که دستور شروع را از SCADA می گیرد اما روشن نمی شود …)
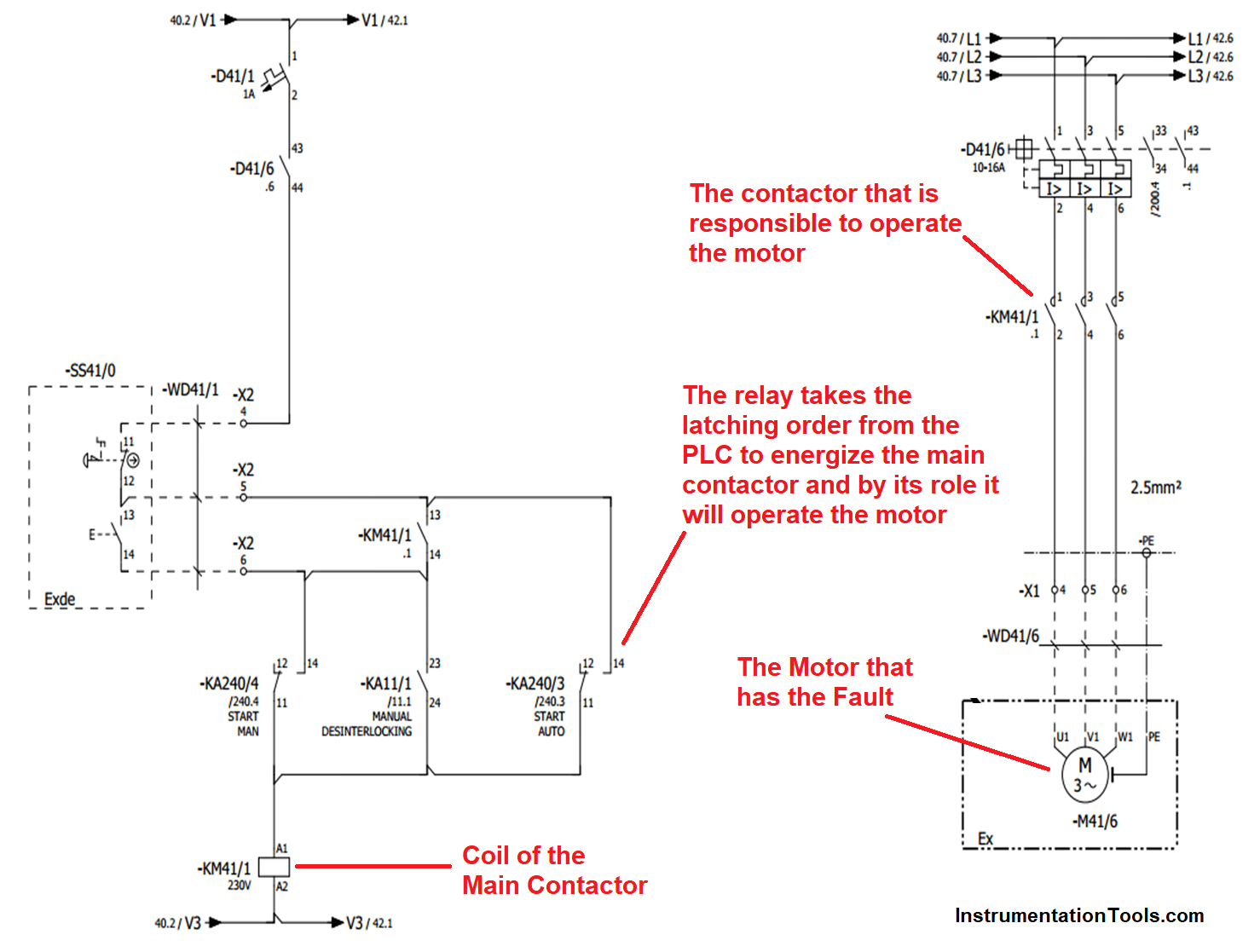
اول از همه ، شما باید با گذراندن نمودار سیم کشی آن موتور ، مطمئن شوید که خطا خارج از PLC است و آدرس خروجی دیجیتال (DO) که مسئول تغذیه رله راه اندازی است را دریافت کنید. همانطور که در دو شکل بعدی نشان داده شده است:
در شکل (۱) می توانید سیم کشی موتور را مشاهده کنید و ما آن را به عنوان رله ای انتخاب کرده ایم که وظیفه عملکرد موتور را در شرایط AUTO بر عهده دارد.
سپس باید در مورد سیگنال خروجی دیجیتال که مسئول تغذیه آن رله (KA240/3) است ، همانطور که در شکل (۲) نشان داده شده است ، جستجو کنید.
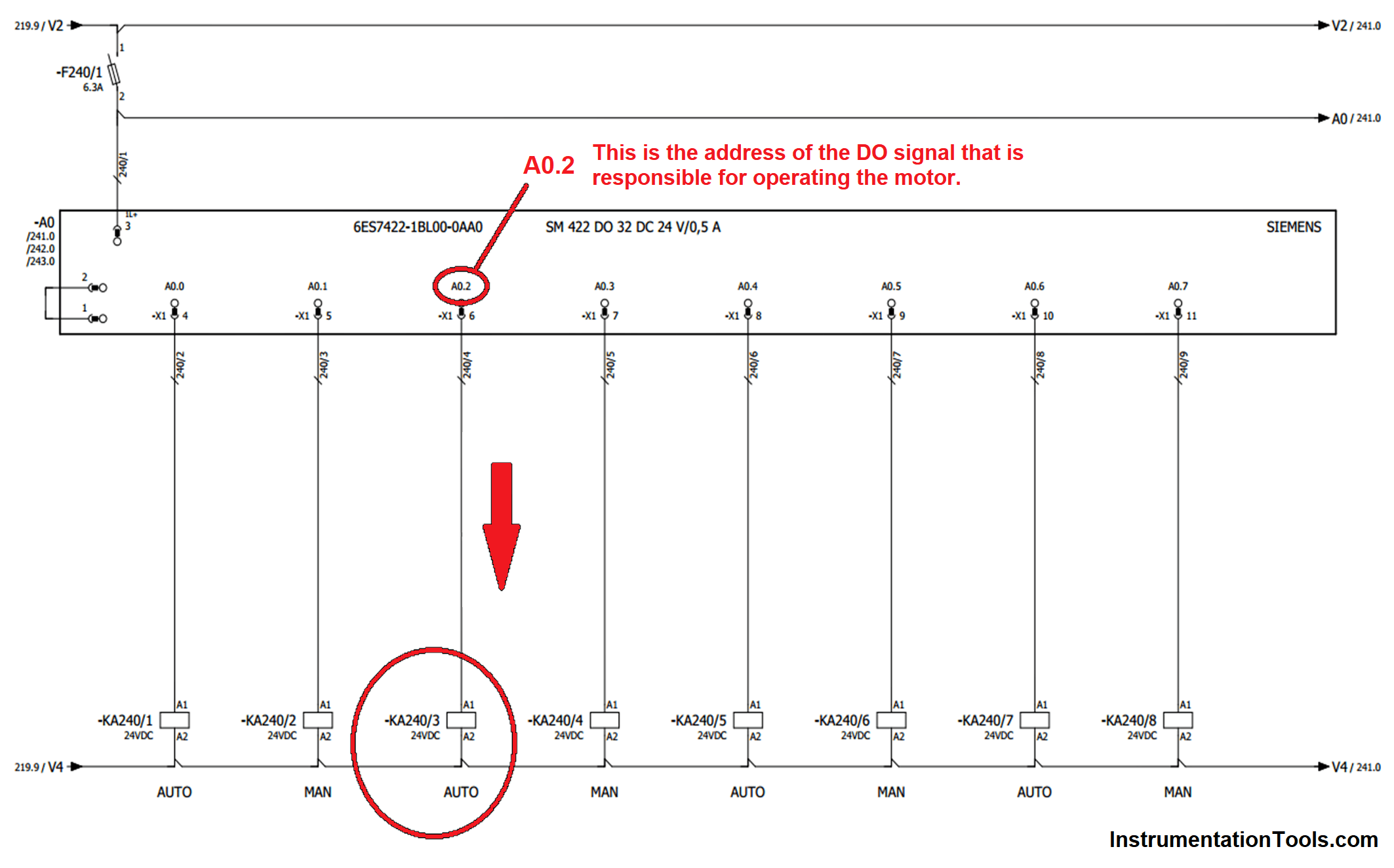
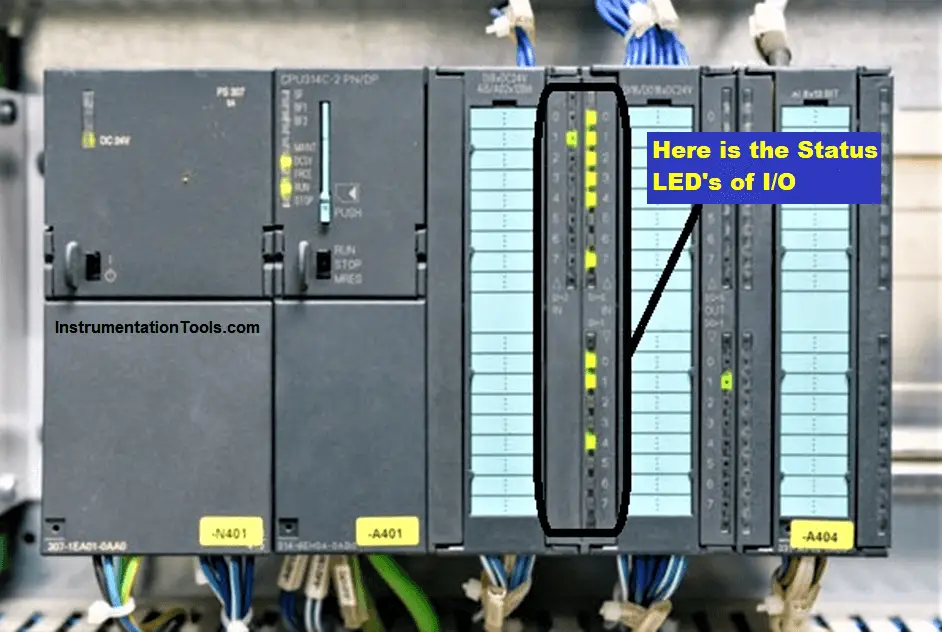
اکنون می توانید به کارت PLC خود با آدرس خروجی بروید و LED وضعیت خروجی را بررسی کنید.
اگر LED آدرس خروجی خاموش است به این معنی است که خطای نرم افزاری دیگری در داخل PLC وجود دارد.
پس از محدود کردن خطا در منطقه سخت افزاری ، اکنون اجازه دهید خطا را در مدار موتور دنبال کنیم.
بیشتر موتورهای حوزه اتوماسیون از دو مدار تشکیل شده است:
مدار کنترل
مدار قدرت
بنابراین ، اگر تجربه ای ندارید که انتظار دارید اشکال از کجاست ، باید هر سیم و هر دستگاه را در مدارات کنترل و قدرت بررسی کنید ، اما این نباید به صورت تصادفی باشد.
برای به دست آوردن بهترین نتیجه ، باید م componentلفه خود را با یک تکنیک سازمان یافته (از بالا به پایین) یا (از پایین به بالا) دنبال کنید.
مدار قدرت
در اینجا می توانید نمودار مدار قدرت موتور را مشاهده کنید.
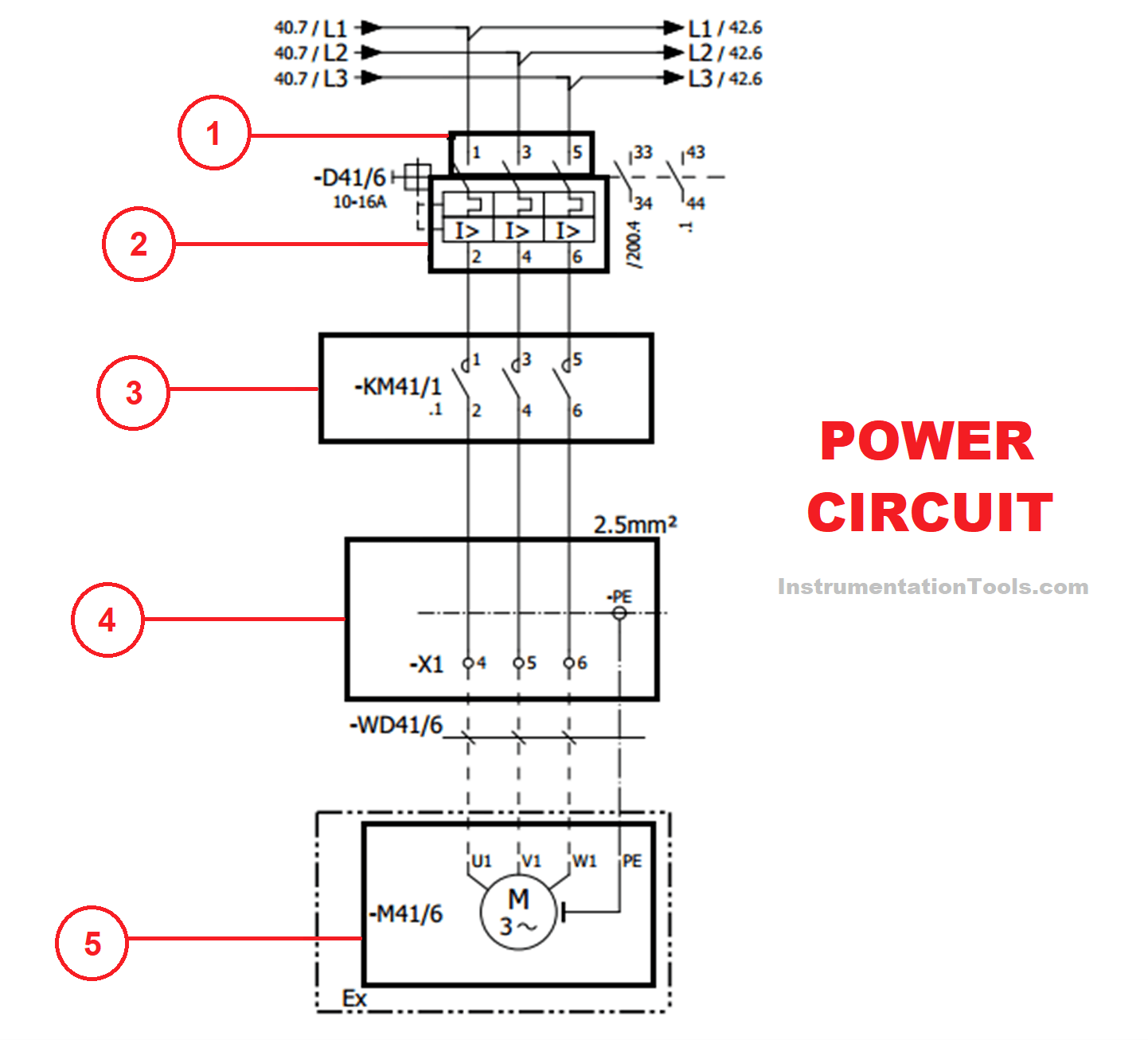
- در ابتدا و با استفاده از ولت متر خود باید از سالم بودن ولتاژ ورودی بین سه فاز (۳۸۰V) اطمینان حاصل کنید.
- سپس باید همان کار را بعد از قطع کننده مدار (D41/6) انجام دهید تا از سالم بودن آن اطمینان حاصل کنید.
- برای بررسی کنتاکتور اصلی که موتور را فعال می کند ، باید اتصالات آن را جدا کرده و سعی کنید آن را به صورت دستی فعال کنید تا از سالم بودن هر سه کنتاکت اطمینان حاصل کنید.
- در ترمینال خروجی واحد مرکز کنترل موتور (MCC) باید بررسی کنید که آیا نیرویی که به موتور تحویل داده می شود وجود دارد یا خیر.
- سرانجام ، و اگر همه مراحل قبلی نتیجه خوبی داشت ، باید خود موتور را باز کنید و مطمئن شوید که هیچ نوع اتصال کوتاه بین فازها و حالت خنثی وجود ندارد.
مدار کنترل
پس از ردیابی خطا در مدار قدرت ، اکنون می توانیم مدار کنترل موتور را بررسی کنیم.
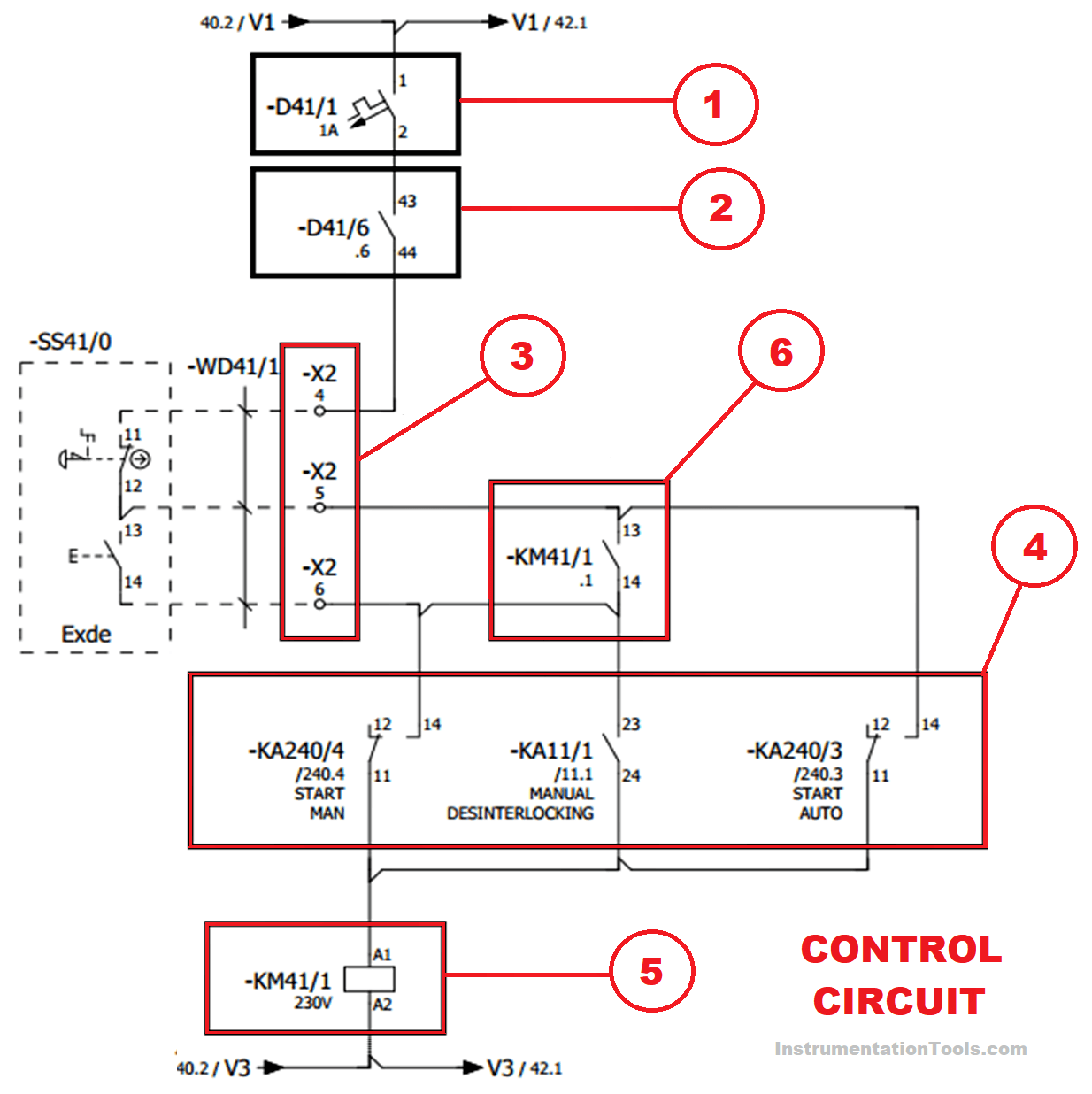
- در ابتدا شما باید در مورد (D41/1) قطع کننده مدار جستجو کرده و بررسی کنید که آیا به طور معمول کار می کند و می تواند مدار را ۲۲۰ ولت تغذیه کند
- سپس شما باید همین کار را برای تماس کمکی که از قطع کننده مدار (D41/6) استفاده می شود انجام دهید.
- حالا شما باید سیگنال توقف شروع را از میدان با استفاده از تست زنگ صدا چک کنید. پایانه ها (X2-4) و (X2-5) باید در شرایط عادی اتصال کوتاه داشته باشند زیرا دکمه توقف است.
- سپس (X2-5) و (X2-6) را بررسی کنید که به دکمه شروع وصل است.
- در اینجا رله هایی هستند که وظیفه کارکردن موتور را با روش های مختلف بر عهده دارند. شما باید سه رله را در صورتی که در حالت عادی کار می کنند یا خیر با تغذیه دستی آنها بررسی کرده و وضعیت مخاطبین آن را بررسی کنید.
- در اینجا می توانید سیم پیچ کنتاکتور اصلی را سالم ببینید یا خیر و مطمئن شوید که سیم پیچ را با قدرت مورد نیاز ۲۳۰V (AC) و نه ۲۴V (DC) در حال تغذیه هستید.
- همچنین با استفاده از زنگ صدا در ولت متر ، باید مخاطبین کنتاکتور را بررسی کنید که معمولاً کار می کند یا خیر ، در غیر این صورت می توانید کنتاکتور را با دیگری تغییر دهید.
خلاصه
همانطور که قبلاً گفتیم عیب یابی به اندازه یک فرد مرتب و نیازمند یک فرد با استعداد نیست و همچنین نیاز به درک عمیق از مدار کنترل اتوماسیون در کارخانه شما دارد.
در مورد هرگونه خطای سخت افزاری دیگر ، تنها کاری که باید انجام دهید این است که در هر مدار کنترل دیگر یک روش مشابه را انجام دهید ، فقط الگوی مدار را تعیین کنید و شروع به ردیابی خطا کنید.
امیدوارم واقعاً مفید واقع شود ، مقاله بعدی در مورد خطاهای نرم افزار صحبت می کند ، بنابراین با ما همراه باشید.
